

化工氧化工藝全流程自動化控制設計
發布時間:
2024-02-26 11:28
引言
氧化工藝作為國家重點工藝之一 ,其原料及產品有著燃爆的危險性 。在生產過程中,溫度的控制須在 95 ℃以內,否則有沖料的可能 。因為溫度的傳熱滯后與人工控制存在著眾多危險,所以全流程向自動化 、數字化與規范化發展十分必要,本文選擇 DCS 系統來制作全流程自動化順控程序。
在氧化工序中投入 DCS 系統有如下優點: ①此系統可以完成分散控制與集中處理等眾多復雜操作,可靠性高 ;② DCS 可以把控制功能分散在多臺計算機,因此某一臺計算機出現故障不會影響其他計算機、所有功能還能盡數實現 ; ③擁有開放性,采用開放式的標準 、 模塊和系列化設計,各臺計算機用局域網方式通訊,擴充系統時方便快捷 ;④ DCS 系統還擁有靈活性 、協調性和控制功能齊全的特性,
為實現全流程自動化提供了軟件支持 。在氧化工藝現場投用眾多自動化設備,如溫度傳感器 、液位傳感器 、 壓力傳感器等設備可以實時傳輸現場控制參數,切斷閥 、調節閥 、電機等設備控制物料進出速率 。通過自動化設備可實現各種生產操作,為實現全流程自動化提供了硬件支持 。
氧化工藝使用 DCS 系統制作全流程自動化控制,一是可以解決從前人工控制的弊端,人工控制時需要時刻注意溫度,在溫度超溫后才進行降溫處理,溫度降溫過度后才進行升溫,這樣導致生產及其不穩定,產品質量不能保證,并且對人力耗費巨大,需要投入大量人力時刻關注,出現注意力不集中時容易發生危險 。然而投入設想中的全流程自動化后,溫度滯后的問題通過系統處理溫度速率變化,提前預測并作出反應,并且工序可以趨于穩定,保證產品質量,減少人員成本 。
1 氧化工藝全流程自動化總體設計
1.1 系統設計方案
1.1.1 系統整體控制設計
現場通過各類傳感器儀表采集各類參數進行整合進入DCS 系統, 再通過集中控制室計算機顯示 , 通過參數判斷現場工況處于什么狀態 , 從而發出指令到輸出設備 , 控制如調節閥與切斷閥等可控設備動作 , 以達到進行工藝流程各個步驟的目的 。
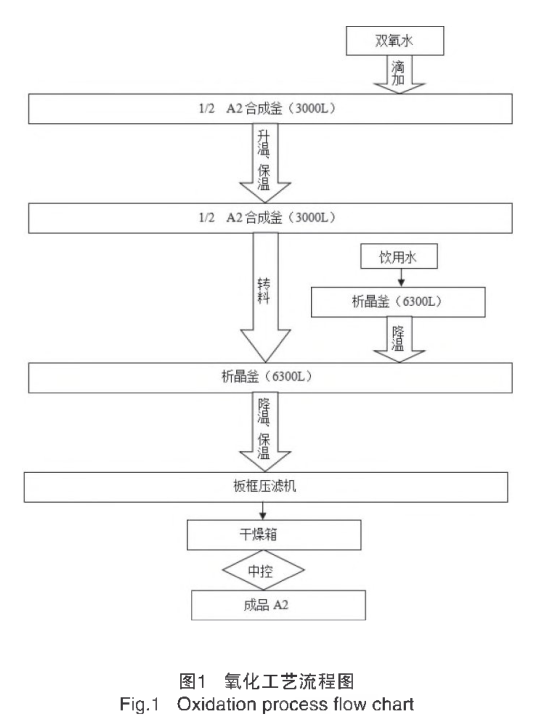
1.1.2 工藝流程圖
如圖 1 所示 。
 ?
?
1.1.3 氧化工藝設計流程
本工序是在氧化反應釜中投入合成液 1/2, 再放入硫磺酸 , 控溫 , 滴加 35% 雙氧水 , 滴畢 , 升溫 , 保溫 。
本工序是在氧化反應釜中投入合成液 1/2, 開啟攪拌,控制溫度 45.0 ℃? 55. 0 ℃ , 再放入硫磺酸:950kg, 控溫 65.0 ℃? 70. 0 ℃, 滴加 35% 雙氧水:1200kg, 滴畢 ,升溫至 75.0 ℃~82. 0 ℃, 保溫 18h, 反應結束 。
2 全流程自動化設計
2.1 程序設計原則
氧化釜滴加雙氧水過程中溫度達到 80 ℃ , SIS 系統報警 , DCS 中控室操作人員立即通知崗位操作人員 , SIS 系統自動關閉蒸汽閥門 , 同時自動將冰鹽水閥門打開至最大 。當降溫至 65 ℃~ 70 ℃ , 崗位人員通知 DCS 操作人員消除報警 , SIS 系統自動將冰鹽水閥門關閉 , 繼續滴加 ; 保溫溫度一旦達到 83 ℃ , DCS 中控室通知崗位員工 , 此時現場操作人員應及時停止升溫 , 關閉蒸汽閥門 , 開大循環水閥H, 降溫至 75 ℃~82 ℃, 崗位員工通知 DCS 消除報警,報警消除后繼續保溫 ; 保溫溫度一旦達到 85 ℃ , 達到報警高高限 , SIS 系統報警 , DCS 中控室操作人員立即通知崗位操作人員 , SIS 系統自動關閉蒸汽閥門 , 同時自動將冰鹽水閥門打開至最大 。 當降溫至 75 ℃? 82 ℃, 崗位人員通知 DCS 操作人員消除報警 , SIS 系統自動將冰鹽水閥門關閉 , 繼續保溫 。
氧化釜滴加雙氧水過程中 , 壓力至 0.05Mpa 達到報警高限 , DCS 中控室通知崗位員工 , 此時現場操作人員應及時停止滴加 , 關閉滴加閥門 , 開大循環水閥門 , 降溫至常壓 , 崗位員工通知 DCS 消除報警 。 報警消除后 , 崗位操作人員打開滴加閥 , 繼續滴加 ; 壓力一旦達到 0.08Mpa,達到報警高高限 , DCS 中控室操作人員立即通知崗位操作人員 , 停止滴加并自動關閉滴加閥門 , 同時自動將循環水
閥門打開至最大 。 當降溫至常壓 , 崗位人員通知 DCS 操作人員消除報警 , 打開滴加閥門 , 繼續滴加 , 報警消除 。 閥門打開后 , 現場操作人員調整滴加速度 , 正常滴加 。
反應釜設置爆破片 , 泄爆壓力為 0 .133Mpa。
2.2 程序設計要求
在 3000L 氧化反應釜中投入上步所得的 PBL 合成液的 1/2, 開啟攪拌 , 再放入 950kg 硫磺酸 , 控制 A3 合成反應釜中料液溫度在 45. 0 ℃~55.0 ℃
在 1500L 雙氧水高位槽中放入 1200kg 的 35% 雙氧水 , 備用 。
控制 A3 合成反應釜中料液溫度在 45. 0 ℃-55.0 ℃,開始滴加高位槽中的 35% 雙氧水,此時溫度上升 。當溫度上升至 65.0 ℃-70.0 ℃, 控制滴加溫度在65.0℃~70. 0℃, 繼續滴加 l0h-13h( 先慢后快 , 具體時間以能控制滴加溫度為準,不能滴加太快)。
滴加完畢,將料液升溫至 75.0℃-82.0℃, 控制料液溫度 75.0 ℃~82. 0℃, 保溫反應 18h, 待反應液顏色變為淺黃色清亮液體為反應結束 。
3 氧化工序聯鎖設計與順控程序
3.1 氧化反應聯鎖設計
為了保證生產過程中不發生危險,要控制料液溫度在75.0℃~82.0℃, 反應釜壓力不超過 0.08Mpa, 生產過程中攪拌不停止,設置 DCS 與 SIS 聯鎖。
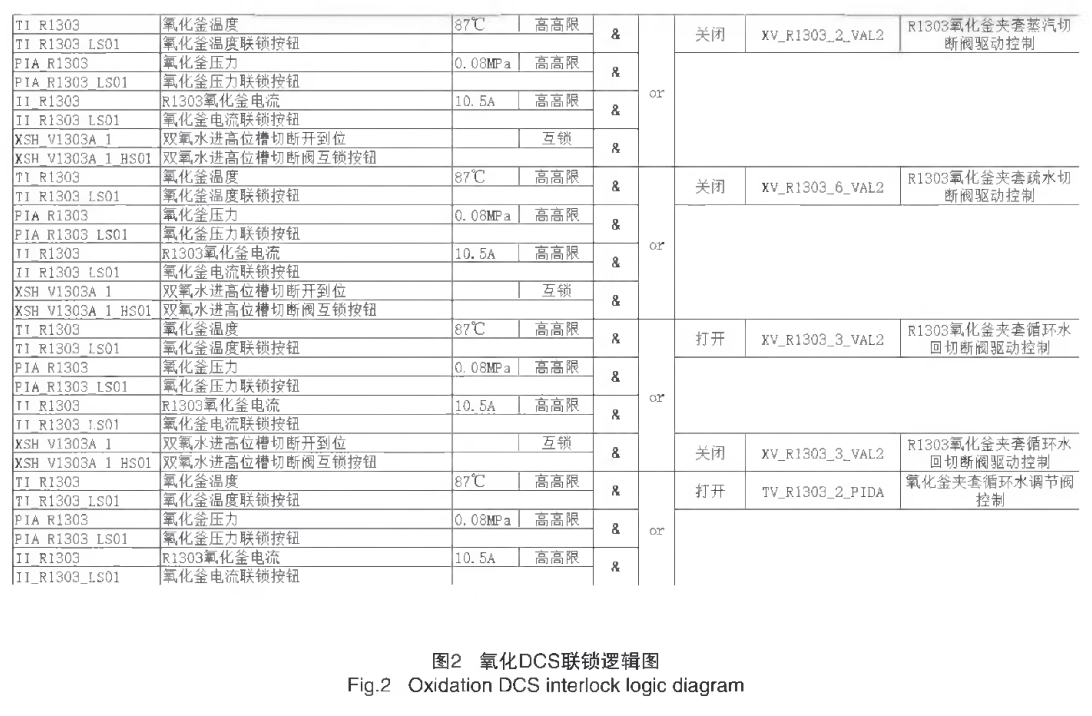
3.1.1 氧化反應 DCS 聯鎖
如圖 2 所示 。
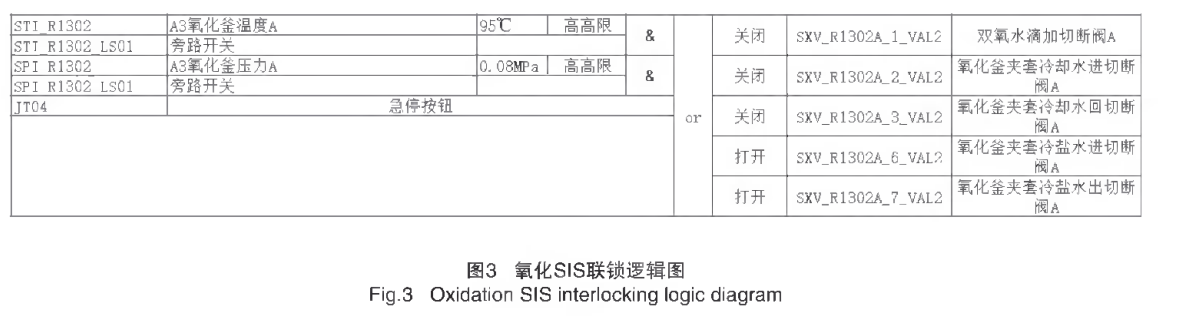
3.1.2氧化反應 SIS 聯鎖
如圖 3 所示 。
3.2 程序設計
氧化工藝在準備階段需要氧化反應釜中投入合成液1/2, 再放入硫磺酸 , 控溫 , 將溫度控制在 69 ℃以下 , 準備滴加 35 %雙氧水 。
氧化工藝在滴加階段應工藝要求需要控制在65℃~ 70 ℃之間,由于在投入雙氧水發生氧化反應時將劇烈放熱,所以需要給反應釜通循環水降溫 。如果降溫不及時,溫度快速上升至 95 % 以上時,此時反應釜的狀態將非常危險, 隨時可能發生沖料或者爆炸的危險 。并且如果降溫過多,溫度低于 60 ℃以下 , 氧化反應將非常緩慢 , 導致原料堆積并不反應 。
為了防止溫度過高或者過低 , 需要準確地將溫度控制在 65℃~70 ℃之間 , 在超過70 ℃時需要停止滴加雙氧水,并加大循環水的輸入用于降溫 。 為此設計 DCS 聯鎖 , 為了防止危險發生 , 設計更為安全的 SIS 聯鎖 ,在溫度超過95℃ 時,加入冰鹽水進行急速降溫 。
由于溫度的滯后性與人工控制的局限性,設計控溫程序控制溫度 , 在滴加管道與循環水加入調節閥,用程序自動調節開度來控制滴加雙氧水的流量和循環水的流量,在 PID 調節的作用下將溫度控制在 65°C~70℃之間達到動態平衡 。溫度較高就減緩滴加,加大循環水輸入 ; 溫度較低就加快滴加以放出更多的熱,并且減少循環水的輸入 。這樣溫度就一宜可控 。
此程序通過控制滴加調節閥與循環水調節閥 , 并使用PID 調節控制滴加速率使溫度控制在 65℃? 70 ℃之間達到動態平衡 。但由于反應的不同階段放出的熱量也不同 ,所以滴加階段分為了3 個不同的階段來應對各個階段放熱不均勻的情況 。
在雙氧水滴加完成之后,工藝要求控制料液溫度75.0-82. 0℃, 保溫反應 18h 。 所以在下一個階段要停止輸入循環水,通過氧化反應的不完全反應繼續升溫 。
升溫到 75.0 ? 82.0℃時 , 需要保溫 18h 。 使不完全反應的原料完全反應 , 此階段的反應還將繼續放熱 , 所以還需要輸入循環水來控制料液溫度在 75.0 ℃? 82. 0℃:之間 , 所以寫以下程序達到要求 。
這個階段只需要控制循環水單回路就可以達到控制料液溫度在 75.0-82.0℃之間的要求 , 但由于反應到最后階段放出的熱量逐漸減少 , 所以滴加階段分為了3 個不同的階段來應對各個階段放熱不均勻的情況 。
4 程序調試與結果分析
4.1 程序調試結果
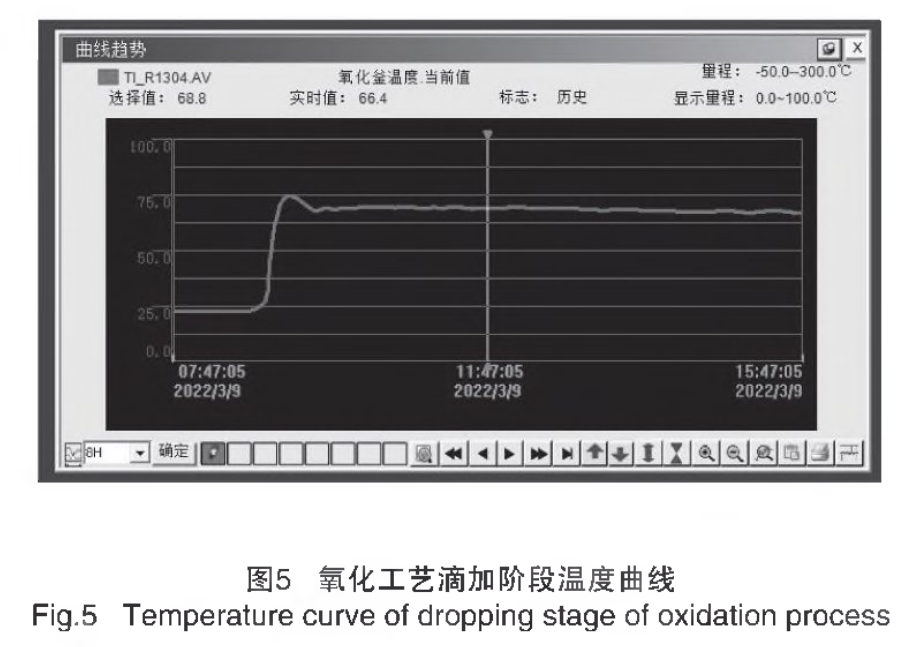
在滴加階段溫度可以控制在 65 ℃? 70℃之間達到動態平衡,再滴加開始時候,溫度并不在 65℃~70 ℃之間 ,低于 65 ℃不完全反應,部分反應并升溫 。當達到適宜溫度開始完全之前沒完全反應的余料,故溫度會繼續上升,有個超調量,在從最高值溫度下降后將符合控制條件,在自動控制下溫度達到在65 ℃? 70 ℃之間的動態平衡 。3 個不同的階段的溫度變化曲線如圖 5。
 ?
?
在保溫階段溫度可以控制在 75 ℃~82 ℃之間達到動態平衡,滴加結束時要將余料完全反應,此時反應還將繼續放熱,可自然升溫到 75 ℃以上,達到控制條件之后開始控溫,使保溫階段溫度一宜保持在 75 ℃? 82 ℃之間達到動態平衡 。
4.2 對比順控控制與手動控制
手動控制是在溫度低溫或者高溫后才采取措施,此時反應過于滯后,這就會導致溫度不能控制,產生巨大的波動 。溫度波動過大將使溫度驟升驟降,溫度曲線會出現超低溫的波谷或超高溫的波峰,極易發生沖料危險 。
而自動控制是使溫度處于動態平衡,不會出現劇烈波動,減少了沖料的危險 。
4.3 目前存在的問題及解決方案
目前所設想達到的目標都大致實現,但通過長時間使用后發現了之前沒有考慮到的問題 。在不同的季節,氧化使用的循環水溫度存在著一定的差異,并且不能達到水溫統一 。因此,在不同季節控溫效果并不相同,比如在冬天循環水溫普遍偏低,控溫效果更加明顯,更容易達到穩態 。然而到了夏天,循環水溫度就相對較高,控溫效果就不明顯,達到穩態所需要的時間就更長 。
季節溫度的變化影響了控溫能力的強弱,影響生產效果,這是設計時沒有想到的缺陷,但是已經有了解決的思路 。將循環水溫度也加入控溫閉環中,將溫度擾動變為控制參數,參與控溫動作。如此以來,系統抗季節干擾能力加強,在不同的季節條件下都可以更快地進入穩態 。
4.4 調試結果分析
此順控程序在滴加階段通過控制滴加調節閥與循環水調節閥的雙回路 PID 調節,將溫度控制在 65 ℃? 70 ℃之間達到動態平衡 。
在保溫階段通過控制循環水調節閥的單回路 PID 調節,將溫度控制在 75 ℃? 82 ℃之間達到動態平衡 。
但是季節性的循環水溫度差異對控溫系統有較大的擾動,影響控溫效果,但將循環水的變化也作為控制指標,將會大大提升系統的抗季節干擾能力 。
在使用順控程序時可以不需要人工操作自動滿足工藝要求進行生產,并且提高了生產過程中的安全性 。
5 結術語
經過多個月的調試終于有了可以滿足工藝要求的方案,在此過程中遇到了諸多困難:各個釜與可控設備的情況都不相同,但在大家的努力下研究出適合各個釜的參數來完成工藝要求 。因為多方面因素的影響,此設計還有著諸多的瑕疵,也發現了有很多方面可以改進,比如說將循環水的溫度加入控制回路中,減少因為循環水溫度不同而造成控制誤差的產生 。這種瑕疵出現說明考慮還是有所欠缺,但要做的就是在失誤中不斷地打磨,下次一定比現在做得更好 。
相關新聞
- 聯系我們

聯系電話
聯系電話
15853332398
電子郵箱
電子郵箱
sdztkjsw@qq.com
關注我們
關注我們

掃碼關注我們
- 返回頂部